STEP-NC Machining Accuracy Demonstration, Stockholm, June 14, 2012
On June 14, 2012, the STEP Manufacturing team (ISO TC184 SC4 WG3 T24) met at the KTH production engineering labs in Stockholm, Sweden for an Industry Day and demonstration of machine tool accuracy calculation. This was part of a week-long T24 meeting as part of the larger ISO TC184 SC4 group in Stockholm.
The demonstration milled a forged blank for a Crown Wheel Gear on an older Mazak VQC 20. Prior to the demo, the Mazak was measured using laser and a loaded double ball bar. Next, ASME B59.2 software developed by NIST used this information to predict the positional accuracy of the actual tool movements. Finally Cross-section based force calculation software developed by Boeing used cross section information in the STEP-NC machining data to predict the deflection of the cutting tool under load.
These components were combined to predict the machining result, and when the machined article was measured, the shape of the predicted deflection correlated with the observed deflection, but the magnitude of the predicted deflection was larger than what was observed. A second machining test is being planned to repeat the experiment at another facility.
We also discussed STEP kinematics models for machine tools, and showed a model of the tool changer on the Mazak. We had extensive discussions on external reference between STEP files, including cutting tool models built from files on vendor websites, and agreed on the scope and form of a Part 21 extension to simplify references.
Browse the minutes of the meeting for a complete list of all discussions.
Photo Gallery

































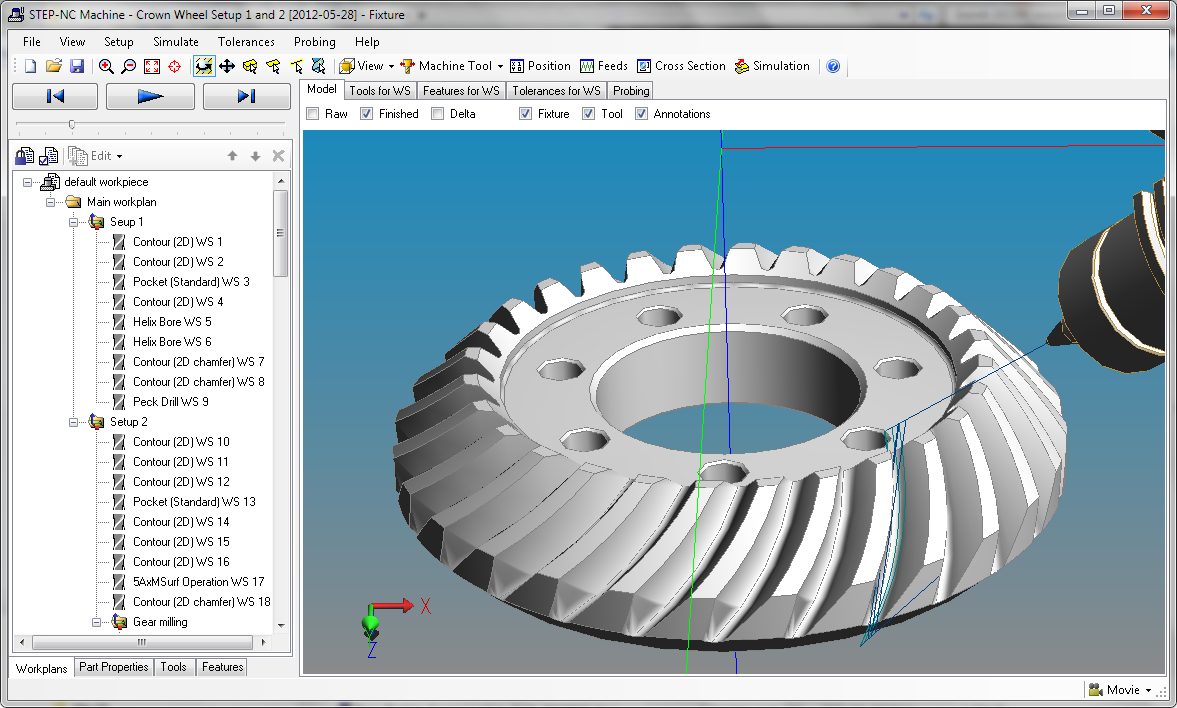
Crown Wheel Machining Data [2mb, stepnc]
Machining workplan with setups for 3-axis machining the front and back of the crown and a setup for 5-axis machining of the gear teeth.
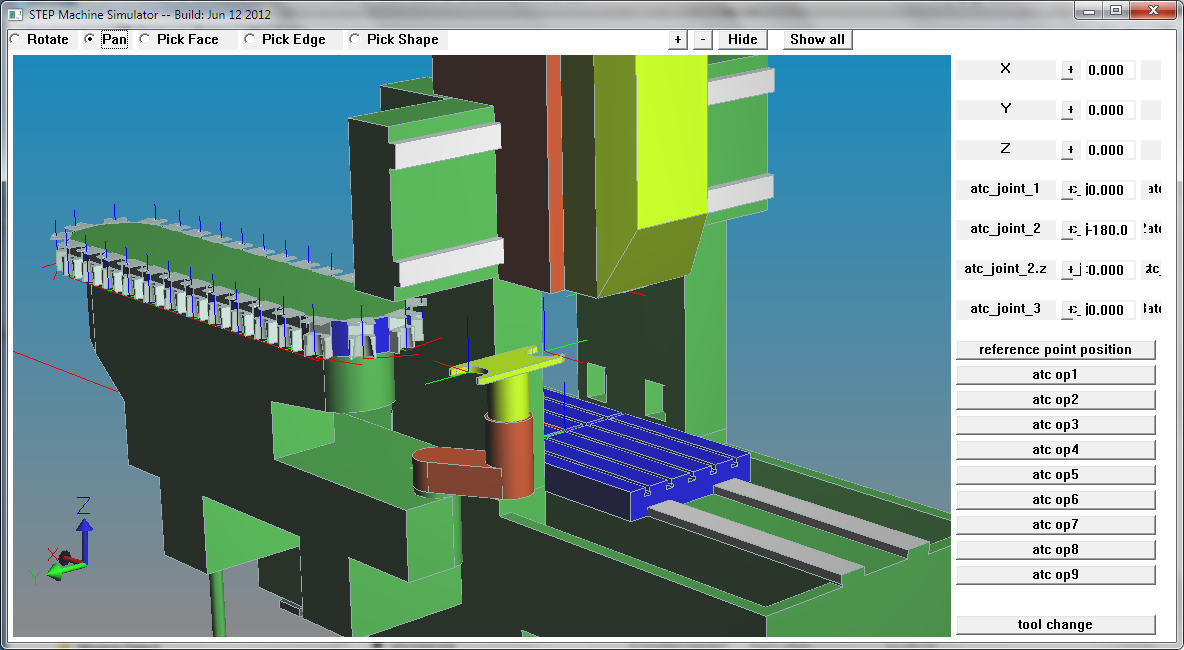
Mazak VQC 20 Machine Model with Tool Changer Kinematics
STEP AP242 Model [630k]
ASME B59.2 Accuracy Data [40k, xml]
How it was made in Siemens NX
Youtube
or download [4.5mb, mp4]
Catia to NX kinematics exchange
Youtube
or download [4.8mb, mp4]
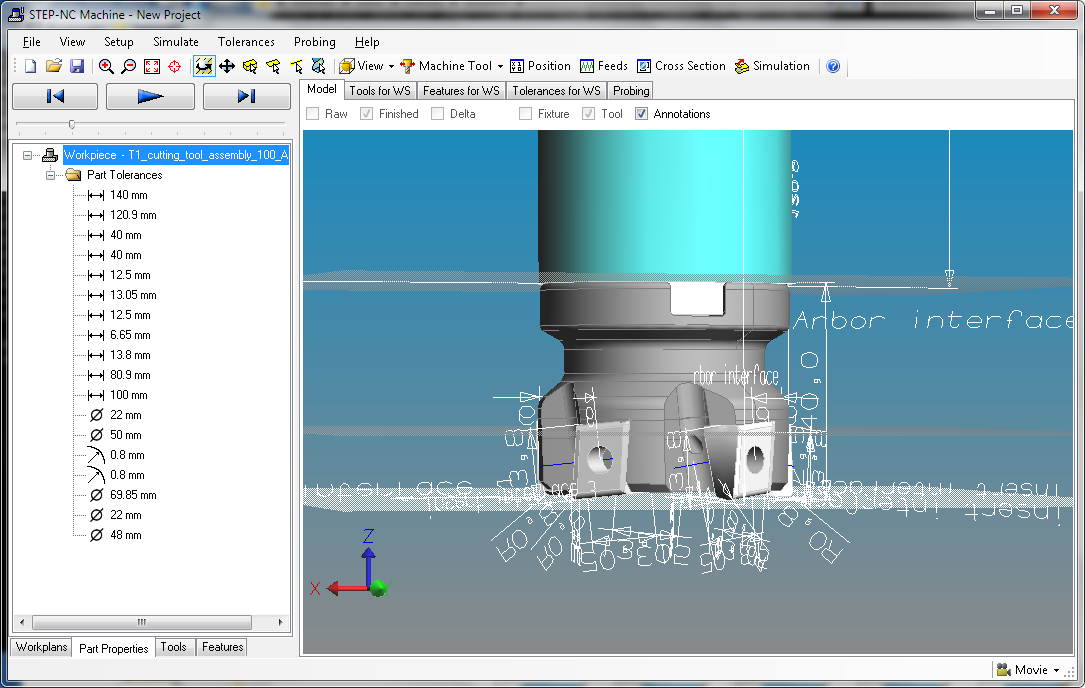
Cutting Tool Model with Semantic Tolerances and ISO 13399 parameters
STEP AP242 Model [1.4mb]
How it was made in Siemens NX
Youtube
or download [13.7mb, wmv]
Adding ISO 13399 to AP242
Youtube
or download [17mb, mp4]
Export NX CAM Tool Params to AP242
Youtube
or download [12.6mb, wmv]
Import AP242 Tool Params to NX CAM
Youtube
or download [7.5mb, wmv]
View STEP AP242 in IDA STEP
Youtube
or download [9.3mb, wmv]
View STEP AP242 in STEP-NC Machine
Youtube
or download [7mb, wmv]
Legal notices and trademarks.