Digital Twin Machining
Digital Twin Machining is colorful which makes it adaptable and optimizable. In digital twins each operation is related to faces by colors. If there are no colors, then this operation can be removed from the program. If there is a tight tolerance, then this operation can be made more accurate using better tooling. If all the faces are being machined away, then this operation can be made faster by accelerating its feeds and speeds.
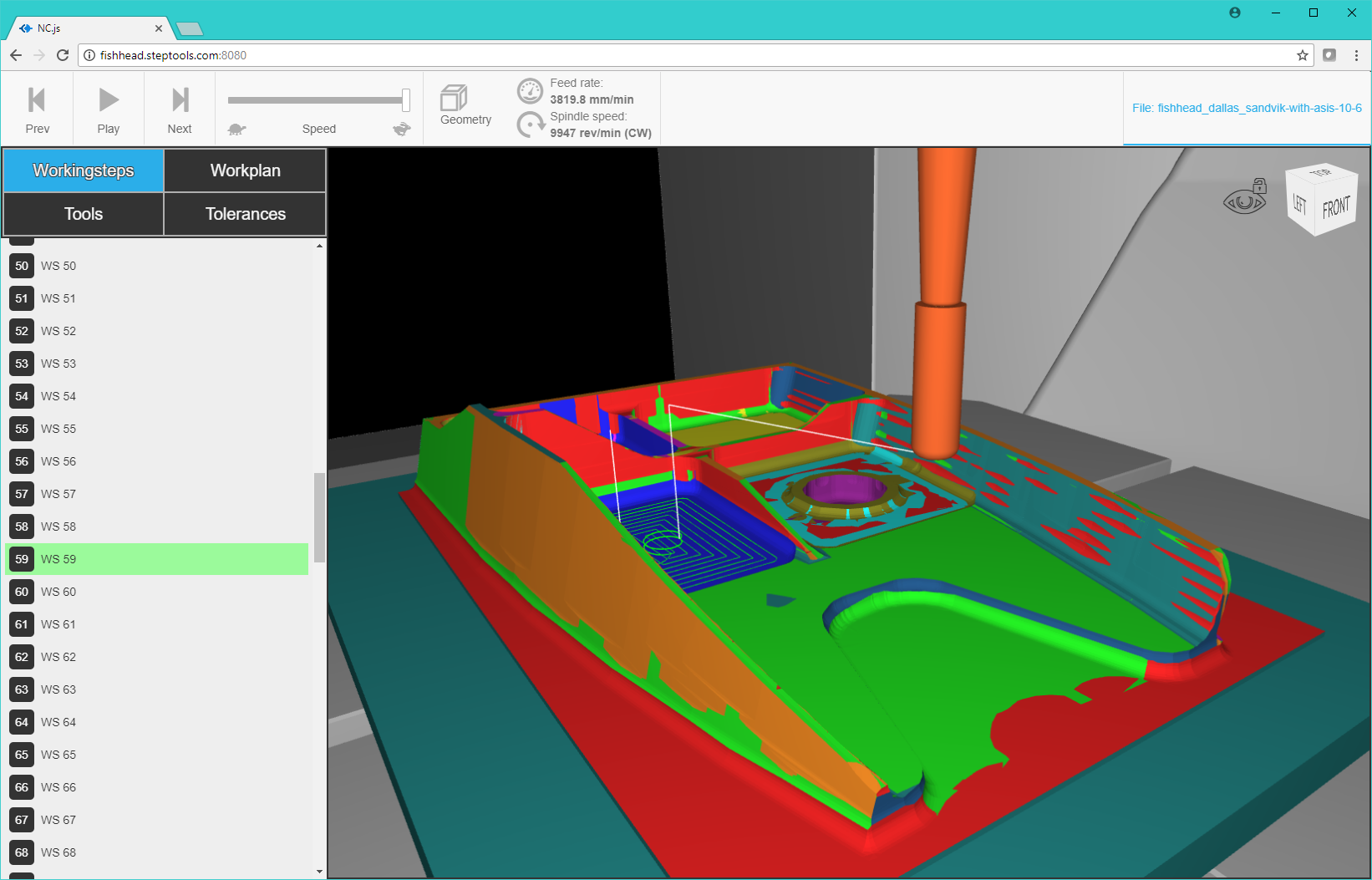
Digital Twin Machining uses models of the workpieces, cutters and fixtures, as well as models of the operations and toolpaths. The fully assembled model is loaded into the machine for real-time simulation. As the real machining proceeds, the assembled model is updated to show the same results on the digital twin. Therefore, operators can look at the results from remote locations on smart phones and browsers. Measurements can be made on the virtual twin and alerts can be sent if tolerances are not being met.
Download the STEP AP242 Twin Model for the machined part shown above and examine a Digital Twin yourself!
Virtual measurements on the twin can be followed by real measurements using gauges, touch probes or scanning devices. If adjustments are required, software can analyze the digital twin and make recommendations. The operator can make selections using web user interfaces and the machining continues.
Digital twin machining is enabled by three standards:
- STEP to describe the model data.
- MTConnect to monitor the machining results.
- QIF to evaluate the final part quality.
STEP allows toolpath operation data to be described with the dimensions and tolerances that must be met by the results of the program. This data is complex and continually evolving. Over 30 years STEP has met these requirements with a solution that allows for long term archiving and upward compatibility of translators. STEP is already supported by most CAD and CAM systems and interfaces can now be added to machining systems to support digital twinning.
MTConnect allows machine tool coordinates to be streamed in real time. It has a simple linear format that is ideal for machining results. The fastest MTConnect systems can report their results at 250 Hz with 1 Hz to 10 Hz being more common. The MTConnect data stream can include measurement results as reported by touch probes, and other devices, to enable evaluation of tolerances.
QIF allows the results of quality evaluations to be reported. It has a rich flexible data format which allows the cause of a problem to be traced to its effect. Different systems can make different determinations for how a program has failed to meets its tolerance and each can be reported to the operator in a way that makes for easy understanding.
The three standards are necessary because each meet different requirements. STEP would not be good for process monitoring because its data structures are too complex for real time communication. MTConnect would not be good for reporting quality because it has not got data structures to explain results. QIF would not be good for product model data because it has not got data structures to enable long term archiving.
Together the three standards enable build it here, build it now and build it right. Build here means being able to build a part here because of interoperability. Build now means being able to build a part now because of on-machine simulation and verification. Build right means being able to build a part right because of metrology systems that give immediate feedback.